




ระบบเซอร์โว Chasing Knife ในอุปกรณ์ก่อสร้างอัตโนมัติ


แนะนำผลิตภัณฑ์:
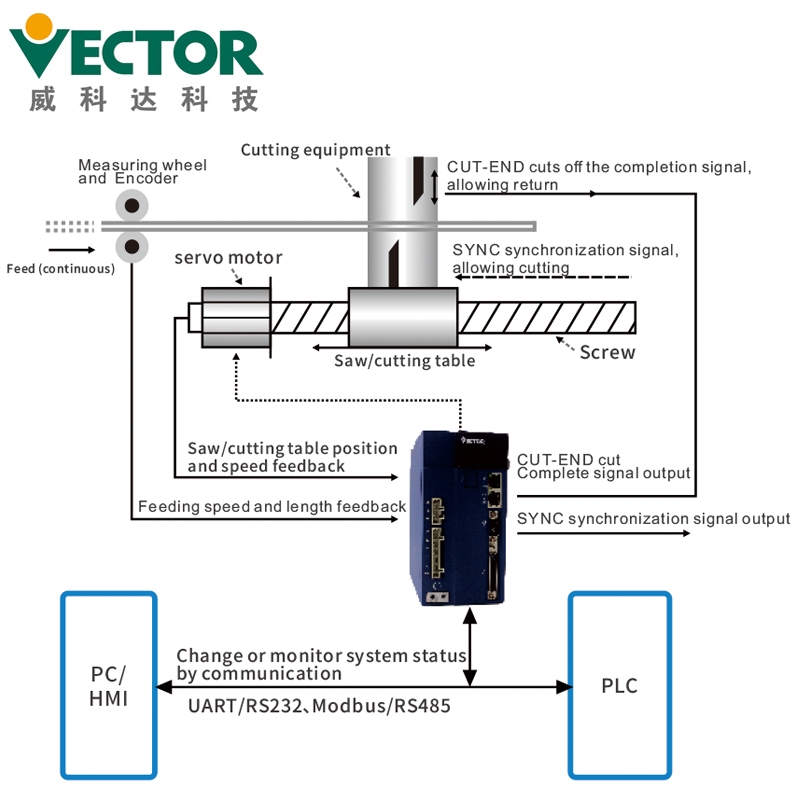
เซอร์โวพิเศษตัดการไล่ VEC-VCF มีฟังก์ชันควบคุมการตัดการไล่อัตโนมัติด้วยความเร็วในการป้อนวัสดุการประมวลผล ความเร็วไปข้างหน้าของโต๊ะเลื่อยจะถูกควบคุมโดยอัตโนมัติเมื่อถึงความยาวที่ตั้งไว้ มันจะเข้าสู่โซนการซิงโครไนซ์และส่งสัญญาณการตัดเพื่อดำเนินการ หลังจากเลื่อยวัตถุออกแล้ว สัญญาณการตัดเสร็จสิ้นจะออก และโต๊ะเลื่อยจะกลับไปที่จุดเริ่มต้นอย่างรวดเร็วเพื่อเตรียมพร้อมสำหรับการตัดครั้งต่อไปผลิตภัณฑ์นี้เหมาะสำหรับ: บาร์ทุกชนิด, ท่อ, การยึดความยาวโปรไฟล์อัด, การบรรจุ / การฉีดและอุปกรณ์การประมวลผลพิเศษอื่น ๆ ที่ต้องเคลื่อนที่ไปพร้อมกับชิ้นงาน
คุณสมบัติผลิตภัณฑ์:
1. ค้นหาจุดกำเนิดเชิงกลโดยอัตโนมัติ (วิธีพิกัดสัมบูรณ์)
2. เขย่าเบา ๆ ไปข้างหน้าและย้อนกลับโดยพลการระบุที่มาของเครื่อง (วิธีพิกัดสัมพัทธ์);
3. ฟังก์ชันเร่ง S-curve ที่ติดตามความเร็วป้อนของเส้นหลักโดยอัตโนมัติ
และคำนวณพรีโหลด
4. ในกระบวนการเร่ง S-curve ยังสามารถใช้การชดเชยแรงบิดเพื่อซิงโครไนซ์ได้อย่างรวดเร็วและลดข้อผิดพลาดในการตัด
5. เส้นโค้ง S สี่ส่วน (การเร่งความเร็ว / การชะลอตัวไปข้างหน้า, การเร่งความเร็วย้อนกลับ / การชะลอตัว) สามารถตั้งค่าแยกกันได้
6. จดจำ Print Mark และแก้ไขความยาวการตัดโดยอัตโนมัติ
7. ให้การตั้งค่า Mark-Window สำหรับการพิมพ์เครื่องหมายวรรคตอนเพื่อเพิ่มความสามารถในการจดจำเครื่องหมาย
8. ฟังก์ชั่นการจัดการคำสั่งซื้อสามารถเปลี่ยนกลุ่มคำสั่งซื้อได้สี่กลุ่มที่ Will
รายละเอียดสินค้า:




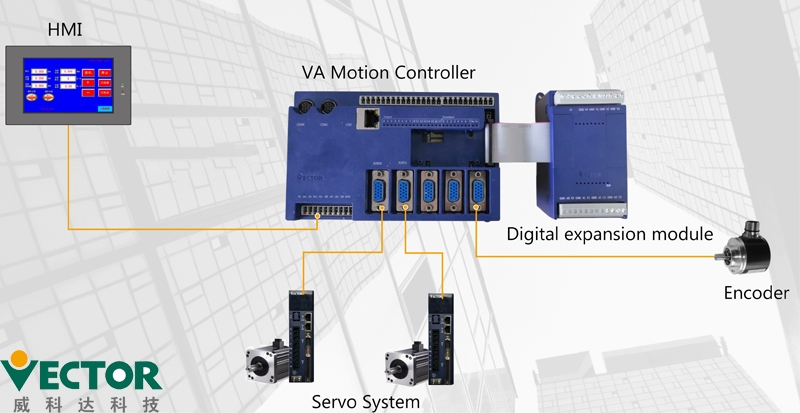
ส่วนควบคุม:
ตัวควบคุมการเคลื่อนไหว: VEC-VA-MP-005MA
โมดูลขยาย IO: VEC-VA-EX-8IO *1
HMI: VEC-2104X-S
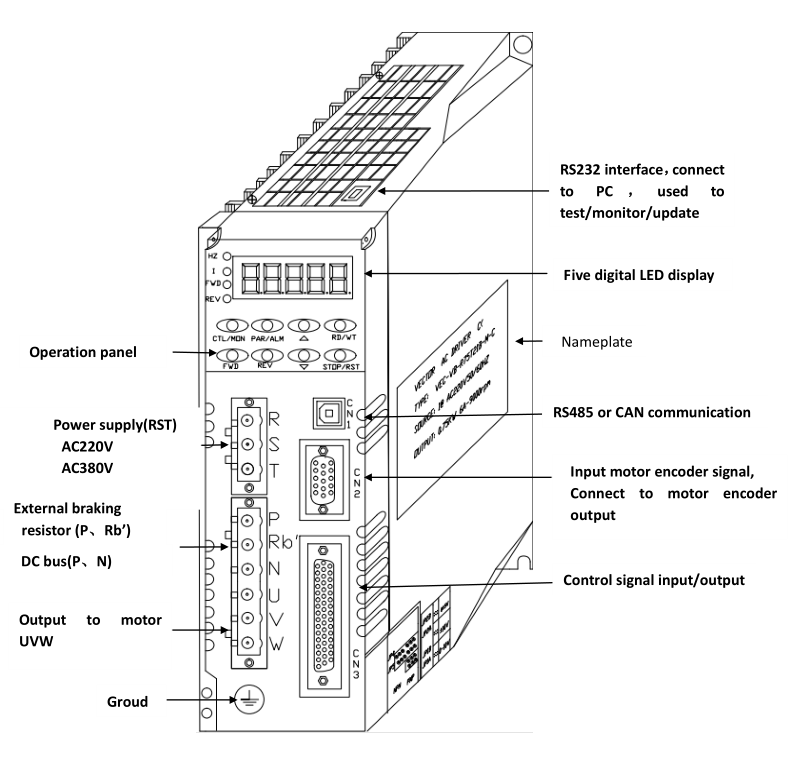
ส่วนขับเคลื่อนเซอร์โว: ไดรเวอร์เซอร์โวแรงฉุด: VEC-VC-022H33D-M-CA
ไดรเวอร์เซอร์โวดัด: VEC-VC-02733H-ME
ชิ้นส่วนเซอร์โวมอเตอร์: เซอร์โวมอเตอร์แบบลาก: 200FMB-01520E33F-MF2IA
เซอร์โวมอเตอร์แนวโค้ง: 180ME-4R415A33F-MF2K
ประสิทธิภาพของอุปกรณ์:
เครื่องดัดห่วงใช้ตัวควบคุมการเคลื่อนไหว VA เป็นตัวควบคุมซึ่งมีการตอบสนองและรอบการสแกนสูง
ขั้นต่ำคือ 1 มิลลิวินาที การดำเนินการประมวลผลทั้งหมดจะนุ่มนวล และผลกระทบต่อเครื่องจักรน้อยลงการควบคุมทำให้
การป้อนล่วงหน้าและการดัดล่วงหน้าสามารถลดเวลาการประมวลผลที่เกี่ยวข้องได้อย่างมีประสิทธิภาพยกตัวอย่างโกลน 200*200
การวัดจริงสามารถทำได้ภายในเวลาเพียง 3.3 วินาที ซึ่งทำได้มากกว่า 18 ครั้งต่อนาที และประสิทธิภาพเมื่อเปรียบเทียบกับรุ่น PLC - ลำดับ 4 วินาทีลดลงอย่างมาก